
Commoda et Limitationes Injectionis Fusurae
Commoda formae iniectae prae formatione fusa disputata sunt ex quo prior processus primum introductus est annis 1930. Sunt commoda, sed etiam limitationes methodi, et hoc, imprimis, secundum necessitates pendet. Fabricatores instrumentorum originalium (OEM) et alii emptores qui in partibus formatis confidunt ad res suas producendas, factores tales ut qualitatem, firmitatem et pretium moderatum quaerunt cum decernunt quae partes formatae optime necessitatibus suis respondeant.
Quid est injectio formae?
Iniectio formanda est methodus creandi partes vel producta perfecta, materia plastica liquefacta in formam cogendo et eam durescere permittendo. Usus harum partium tam late variant quam varietas productorum ex hoc processu factorum. Pro usu, partes iniectione formatae a paucis unciis usque ad centena vel milia librarum ponderare possunt. Aliis verbis, a partibus computatralibus, lagenis potionum dulcium et ludicris, ad partes autocinetorum onerariorum, tractorum et autocinetorum.
Quid est fusio sub pressione?
Fusio sub pressione est processus fabricationis ad partes metallicas accurate dimensionatas, acute definitas, laevi vel texturatae producendas. Perficitur metallum liquefactum sub alta pressione in formas metallicas reutilizabiles cogendo. Processus saepe describitur ut brevissima distantia inter materiam rudis et productum perfectum. Vocabulum "fusio sub pressione" etiam adhibitus est ad partem perfectam describendam.
INJECTIO PLASTICA FORMATA CONTRA FUSIONEM IN PRESSUM
Methodus injectionis formae primum ad formam fusionis sub pressione (fusio sub pressione) adhaerens erat, simili procedendi ratione qua metallum liquefactum in formam impellitur ad partes productorum fabricatorum producendas. Attamen, potius quam resinas plasticas ad partes producendas adhibere, fusio sub pressione plerumque metallis non-ferrosis, ut zinco, aluminio, magnesio, et aere, utitur. Quamquam fere quaevis pars ex fere quolibet metallo fundi potest, aluminium ut unum ex popularissimis evolutum est. Punctum liquefactionis humile habet, quod facile malleabilem reddit ad partes formandas. Formae validiores sunt quam formae in processu formae permanentis adhibitae ad injectiones altae pressionis, quae 30,000 psi vel plus esse possunt, sustinendas. Processus altae pressionis structuram durabilem, tenuem cum robore lassitudinis producit. Ob hanc causam, usus fusionis sub pressione a machinis et partibus machinarum ad ollas et sartagines variat.
Commoda Fusionis Die
Fusio sub pressione aptissima est si societatis tuae necessitates sunt partes metallicas fortes, durabiles, et in magna copia productas, ut capsae iuncturae, pistonum, capita cylindri, et bloci motorum, vel helices, dentes dentatos, coxis, antliae, et valvae.
Fortis
Durabilis
Facile ad massam producendum
Limitationes Fusionis Die
Attamen, fortasse, quamquam fusio sub pressione sua commoda habet, nonnullae sunt limitationes in methodo considerandae.
Magnitudines partium limitatae (maxime circiter 24 unciarum et 75 librarum)
Sumptus instrumentorum initiales alti
Pretia metallorum magnopere fluctuare possunt
Materia vetusta sumptus productionis auget
Commoda Injectionis Formae
Commoda injectionis formae (vel "fusionis iniectae") per annos popularitatem aucta sunt propter commoda quae praebet prae modis traditionalibus fabricationis per fusionem sub pressione. Nempe, immensa copia et varietas productorum vilis et parabilis pretii quae hodie ex materiis plasticis fiunt, paene infinita est. Etiam minimae requisitae perficiendi sunt.
Levis
Impetus resistens
Corrosioni resistens
Resistens calori
Pretium vile
Minimae necessitates perficiendi
Satis sit dicere, electionem cuiuslibet modi formandi adhibendae tandem a nexu qualitatis, necessitatis, et lucri pendebit. Sunt et commoda et limitationes in unaquaque methodo. Qua methodo utenda — formatio RIM, formatio iniectionis traditionalis, an fusio sub pressione ad productionem partium — a necessitatibus fabricatoris originalis (OEM) vestri determinabitur.
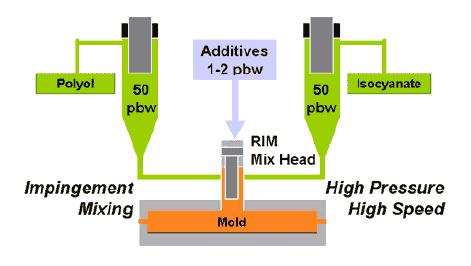
Societas Osborne Industries, Inc., processum formae per iniectionem reactionis (RIM) prae usibus formae per iniectionem traditionalibus adhibet propter sumptus etiam minores, firmitatem, et flexibilitatem productionis quam methodus fabricatoribus originalibus (OEM) offert. Formatio per RIM apta est ad usum materiarum thermoindurentium contra materias thermoplasticas quae in formatione per iniectionem traditionali adhibentur. Materiae thermoindurentium leves, exceptione robustae et corrosioni resistentes sunt, et praesertim ideales pro partibus adhibitis in temperaturis extremis, calore alto, vel applicationibus valde corrosivis. Sumptus productionis partium RIM etiam humiles sunt, etiam cum seriebus mediis et parvis voluminis. Unum ex commodis maioribus formae per iniectionem reactionis est quod productionem partium magnarum, ut tabulas instrumentorum vehiculorum, tecta turrium cellularum chlorini, vel alas autocinetorum onerariorum et traheorum, permittit.
Tempus publicationis: V Nonas Iunias, MMXX